金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料特效工具。近几年来,随着高速磨削超精密磨削技术迅速发展,对砂轮提出了更高要求,陶瓷树脂结合剂砂轮已不能满足生产需要,金属结合剂砂轮因其结合强度高、成型性好、使用寿命长等显著特性而生产得到了广泛应用。 金属结合剂金刚石砂轮按制造方式不同主要有有烧结、电镀两种类型。为了充分发挥超硬磨料作用,国外从20世纪90年代初开始用高温钎焊工艺开发一种新型砂轮,即单层高温钎焊超硬磨料砂轮,目前国内这种砂
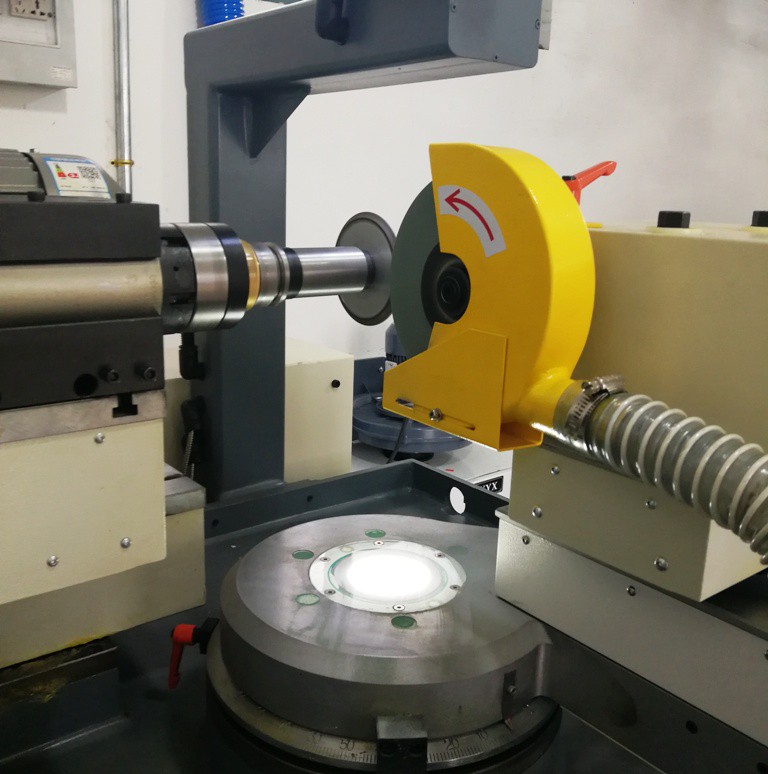
陶瓷金刚石砂轮(2张)
轮还处于研制开发阶段。
陶瓷金刚石砂轮 陶瓷结合剂金刚石砂轮具有金刚石和陶瓷结合剂的共同特点,与普通刚玉、碳化硅砂轮相比,它的磨削力强,磨削时温度比较低,砂轮磨损比较小;可以适应各种冷却液的作用;磨削时砂轮的形状保持性好,磨出工件的精度高;砂轮内有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件;砂轮的自锐性比较好,修整间隔的时间长,修整比较容易。因此陶瓷结合剂金刚石砂轮在国外一些发达国家的使用日益增多。
烧结型金刚石砂轮
烧结型金属结合剂砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温,导热性耐磨性好,使用寿命长,可承受较大负荷。因砂轮烧结过程不可避免地存着收缩及变形,所以使用前必须对砂轮进行整形,但砂轮修整比较困难。现生产常用砂轮对滚整形方法不仅修整时
烧结型金刚石砂轮
费时费力,而且修整过程金刚石颗粒脱落较多,修整砂轮本身消耗很大,整形精度较低。
近几年来各国学者相继开展了应用特种加工方法修整金属结合剂金刚石砂轮研究工作,主要有电解修整法、电火花修整法复合修整法等。电解修整法速度快,但整形精度不高;电火花修整法整形精度高,既可整形又可修锐,但整形速度较慢;复合修整法有电解电火花复合修整法、机械化学复合修整法等,修整效果较好,但系统较复杂,因此烧结型金刚石砂轮修整问题仍然没有得到很好解决。
此外,由于砂轮制造工艺决定了其表面形貌随机,各磨粒几何形状、分布及切削刃所处高度不一致,因此磨削时只有少数较高切削刃切到工件,限制了磨削质量磨削效率进一步提高。
电镀金刚石砂轮
电镀金刚石砂轮优点:
①电镀工艺简单,投资少,制造方便;
②无需修整,使用方便;
③单层结构决定了它可以达到很高工作速度,现国外已高达250~300m/s;
④虽然只有单层金刚石,但仍有足够寿命;
⑤对于精度要求较高滚轮砂轮,电镀唯一制造方法。正由于这些优势,电镀砂轮高速、超高速磨削占据着无可争议主导地位。电镀金刚石砂轮存缺陷:镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效;为增加把持力就必须增加镀层厚度,其结果磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。目前国内电镀砂轮制造尚未实现按加工条件要求而优化设计出砂轮最佳地貌,单层电镀金刚石砂轮这些固有弊端必然会大大限制它高效磨削应用。
 13331065000
13331065000
 dong804@126.com
dong804@126.com