金刚石砂轮修整机的技术性能
mz003b金刚石砂轮修整机
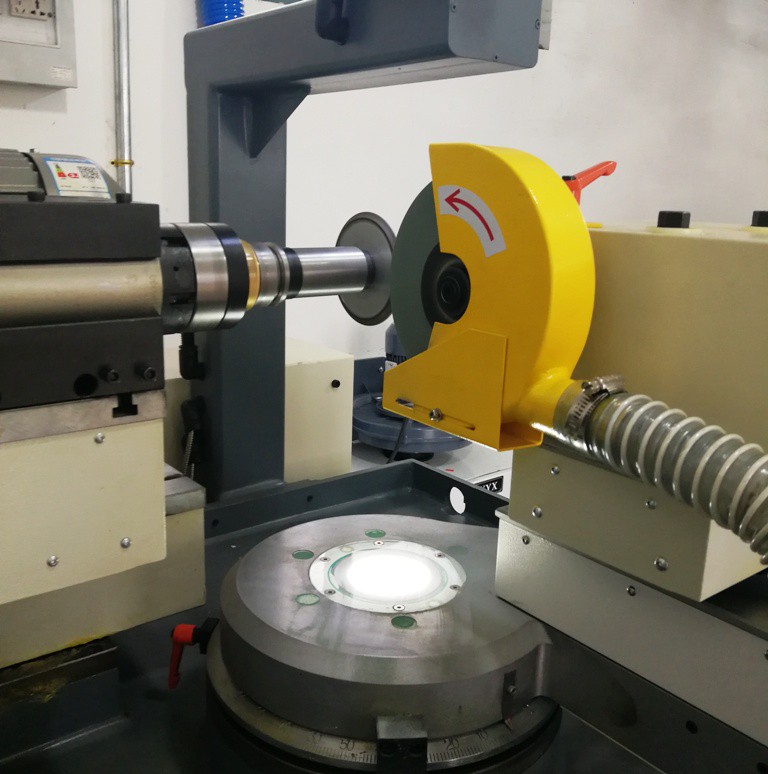
主要用途:本机床是一种使用绿色碳化硅砂轮为切削工具,主要用于对金刚石砂轮的孔型及外圆进行磨削修整的高精度专用机床。
结构特征:
①机床的床身采用整体式铸件结构,并经烘烤及时效处理,具有良好结构刚性及精度保持性。
②工件(金刚石砂轮)及绿色碳化硅磨轮,分别以单独电动机驱动,工件/砂轮主轴由机械无级变速器,以聚氨酯联组三角带驱动,其调速范围100-400min。工件的对中移置系统采用蜗轮蜗杆(或手动),对中检测采用光学投影检测,手动的小进给值为0.01mm,水平向的两个移置量不小于50mm,对中调整设锁定装置。
③待修整的金刚石砂轮的轴伸端联接尺寸参数必须与“专用辊环磨床”的砂轮主轴轴伸端联接尺寸一致。
④绿色碳化硅磨轮直径为250mm,宽度为9~12mm,其线速度为35m。
⑤绿色碳化硅磨轮的大移动量为65mm,小进给量为0.01mm,其进给为手动。
⑥绿色碳化硅磨轮的圆弧运动为蜗轮蜗杆(或手动),圆弧的大摆角为170°,绿色碳化硅磨轮的轴向往复摆动为机动,其摆动速度为40双次/分钟,摆动可调大长度为35㎜。
⑦砂轮修整机的工作轮廓精度应达到0.01㎜,即被修整后的金刚石砂轮的轮廓充允差≤0.01㎜。
⑧机床应带有冷却系统和防护装置,随机的光学投影仪应确保修整型面的检测,其光学放大倍率为10倍,且投影清晰,无重影、阴影等弊病。光学投影仪的检测精度应确保0.01㎜,屏幕为380㎜。
⑨本修磨机为干式修磨,设有防尘罩,并有采用强力风机将粉尘吸走。

金刚石砂轮修整机分析
烧结型金属结合剂砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温,导热性耐磨性好,使用寿命长,可承受较大负荷。因砂轮烧结过程不可避免地存着收缩及变形,所以使用前必须对砂轮进行整形,但砂轮修整比较困难。目前生产常用砂轮对滚整形方法不仅修整时
烧结型金刚石砂轮费时费力,而且修整过程金刚石颗粒脱落较多,修整砂轮本身消耗很大,整形精度较低。
近年来各国学者相继开展了应用特种加工方法修整金属结合剂金刚石砂轮研究工作,主要有电解修整法、电火花修整法复合修整法等。电解修整法速度快,但整形精度不高;电火花修整法整形精度高,既可整形又可修锐,但整形速度较慢;复合修整法有电解电火花复合修整法、机械化学复合修整法等,修整效果较好,但系统较复杂,因此烧结型金刚石砂轮修整问题仍然没有得到很好解决。
此外,由于砂轮制造工艺决定了其表面形貌随机,各磨粒几何形状、分布及切削刃所处高度不一致,因此磨削时只有少数较高切削刃切到工件,限制了磨削质量磨削效率进一步提高。
电镀金刚石砂轮
电镀金刚石砂轮优点:
①电镀工艺简单,投资少,制造方便;
②无需修整,使用方便;
③单层结构决定了它可以达到很高工作速度,目前国外已高达250~300m/s;
④虽然只有单层金刚石,但仍有足够寿命;
⑤对于精度要求较高滚轮砂轮,电镀唯一制造方法。
电镀金刚石砂轮正由于这些优势,电镀砂轮高速、超高速磨削占据着无可争议主导地位。电镀金刚石砂轮存缺陷:镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效;为增加把持力就必须增加镀层厚度,其结果磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。目前国内电镀砂轮制造尚未实现按加工条件要求而优化设计出砂轮最佳地貌,单层电镀金刚石砂轮这些固有弊端必然会大大限制它高效磨削应用。
 13331065000
13331065000
 dong804@126.com
dong804@126.com